個別受注生産とは、受注単位の個別の仕様に基づいて製品を設計し、製造していく生産形態です。近年、個別受注生産に取り組む企業も増えていますが、仕様変更が多く生産リードタイムが計りにくいといった問題から生産管理が難しいとされています。
今回は、個別受注生産でよくある問題と、効果的な生産管理のコツをご紹介します。
ページコンテンツ
個別受注生産とは?
製造業における個別受注生産(ETO:Engineer To Order)とは、受注ごとに異なる仕様の製品を生産する方式です。注文を受けてから製品を生産する「受注生産」の一種であり、受注ごとに設計から取り掛かります。
なお、製造業には個別受注生産以外にもいくつか生産形態があり、生産に着手するタイミングや在庫の有無などが異なります。個別受注生産について理解するために、以下でその他の生産形態について見てみましょう。
個別受注生産と他の生産形態の違い
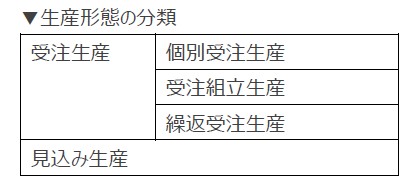
製造業には、個別受注生産の他に、主に「繰返受注生産」、「受注組立生産」、「見込み生産」といった生産形態があります。
- 繰返受注生産:MTO (Make To Order)/CTO (Configure To Order)
繰返受注生産は、受注のたびに同じ仕様の製品を繰り返し製造する生産形態です。繰返受注生産も「受注生産」の一種ですが、受注時に大方の製品仕様を把握できている点で個別受注生産とは異なります。 - 受注組立生産:ATO (Assemble To Order)/BTO (Build To Order)
受注組立生産は、受注前に一定量の部品を製造しておき、受注後に要求仕様に伴い部品を選択して製品を組み立てる生産形態です。受注組立生産も「受注生産」に分類されますが、受注時点で組立を開始できる点で個別受注生産とは異なります。 - 見込み生産:MTS (Make To Stock)
見込み生産は、過去の生産実績から需要予測を立て、予め製品を製造しておく生産形態です。個別受注生産を含めた受注生産とは異なり、受注する前に製造を開始し、在庫を確保しておく点が特徴です。
このように、上記の生産形態と個別受注生産を比較すると、個別受注生産は、顧客が希望する製品仕様や納期、生産量に応じて生産を行うため、顧客ニーズに柔軟に応えられる点や、過剰在庫や欠品といった在庫リスクを低減できるというメリットがあります。
しかし、案件ごとにカスタマイズ製品を1から設計する個別受注生産では、現場で多くの問題を抱えやすくなります。次章では、個別受注生産でよくある問題を解説します。
個別受注生産でよくある問題
個別受注生産型の製造業では、急な『仕様変更』によって図面を修正したり部品を再手配したりするケースが多くあります。もしも、始めに試作した製品の製造品質が悪ければ設計から見直す場合がありますし、顧客からの追加要望による仕様変更などもあります。
このように急な『仕様変更』はどうしても免れることはできません。そのため、現場では以下のような問題を抱えることがあります。
納期遅れが発生する
個別受注生産では、仕様変更の影響を受けて納期遅れが発生しやすい問題があります。 繰返受注生産や見込生産では、過去に設計事例があればBOMが確定しているため、正式な発注が決まる前でもある程度の「標準納期」「標準リードタイム」を設定できます。また、調達部門や製造部門が納期短縮に向けて早めに着手することも可能です。
しかし、個別受注生産では図面が完成するまで調達部門や製造部門が動き出せません。そのため、リードタイムが長期化しやすいうえ、仕様変更が多くなると納期が変わらない中で工程スケジュールが後ろ倒しとなり、生産が間に合わなくなってしまうケースがあります。
なお、設計・製造・調達部門で部品表(BOM)を個別管理している企業の場合、部門間で仕様変更の情報共有が遅れることや混乱が生じることもあり、より納期遅れが発生しやすくなります。
原価状況を把握できない
度重なる仕様変更によって正確な原価状況を把握できない問題もよく挙げられます。 多種多様な部品や原材料を扱う個別受注生産では、製品ごとの原価計算が複雑です。製品の正確な原価をリアルタイムに把握することは簡単ではないですが、仕様変更が頻繁に起こるとそれがより難しくなます。そして、気付かない内に、予測以上に原価が膨れ上がり赤字になるケースもあります。
業務効率が上がらない
また、現場の業務効率が上がらないという問題も起こりやすくなります。 具体的には、案件ごとに設計図面が異なることで、「生産プロセスを統一できない」「設計から出荷にかけての業務対応が少しずつ異なる」といった状況になります。個社・製品ごとの対応が進むことで業務を標準化できず、結果的に業務効率が低下している現場が多くあります。
これら3つの問題に直面している現場では製品のQCDも低下しやすいため、早急に改善策を講じることが重要です。それでは、具体的にどのような方法を行えば解決できるのでしょうか。 次章では、これら3つの問題を解決する方法として、「部品表中心」の生産管理をご紹介します。
個別受注生産に理想的!「部品表中心」の生産管理
上述のように、個別受注生産では、設計が完了しすべてのBOMが確定しない限りスケジュールやコストが確定しません。しかしながら、現場では限られた納期スケジュールを遵守し生産を間に合わせることが求められます。
こうした矛盾を抱える現場の問題を解決するには、詳細な設計作業が完了していなくても、製品を構成する仕様が確定した部品を洗い出せるように「部品表中心のモノづくり」体制を作ることが効果的です。
具体的には、設計図面をデータ化・BOM化し、各種BOMデータと紐付けてマスタ化します。そうすることで、図面探索を簡単に行うことができ、設計作業進行中に判明した部品から調達・製造するなど各部門が並行して動くことができます。
【関連記事】
部品表(BOM)とは何か?役割や種類、効率化の方法など基礎知識を解説
図面のBOM化やマスタ化を行い、部品表中心の業務体制を確立させるとさまざまなメリットがあります。以降では、部品表中心のモノづくりがもたらすメリットを3つご紹介します。
「部品表中心のモノづくり」がもたらす3つのメリット
業務の標準化が可能
個別受注生産で部品表中心の業務体制が確立されると、業務の標準化を進めることができます。各BOMを照合して他の製品との共通部品を洗い出せるようになるため、決まった設計を安定して生産することが可能です。これにより、毎回個別対応していた調達業務や製造業務の一部を複数製品でまとめて実施でき、業務効率の工場にもつながります。
また、同じ部品が繰り返し使われると、その中で改良が加えられるため製品の品質向上も期待できます。
コスト削減が可能
次に、コストの削減効果も見込めます。部品表中心のモノづくり体制の場合、過去の履歴を把握することができ、かけるべき最適なコスト基準を把握できます。それに基づいて購買・調達を行うことで、ムダなコスト増を防ぐことができます。 さらに、いつ・どのタイミングでどれだけの部品が必要なのか、共通部品はどれかが分かるため、最適なタイミングや点数で調達できコスト削減につながります。
納期遅れの防止が可能
また、納期遅れの防止も可能です。製品の基本設計の段階から他部門も動き出せるようになることで、仕様の完成前に早く工程に着手できます。工程に着手できます。そのためには、引合・見積・受注といった営業プロセスの上流から、過去の個別受注案件の履歴を参照して納期の基準設定に取り組むことが必要です。
「部品表中心のモノづくり」を実現する方法は?
このように、一貫した生産管理が困難な個別受注生産の企業でも、「部品表中心」のモノづくり体制を構築することで、部門間で情報をスムーズに連携でき、業務の標準化・コスト削減・納期遅れの防止を実現させることが可能です。
しかし、カスタマイズ生産が主流であり、標準化が困難な個別受注生産にでは、どのようにして「部品表中心のものづくり」体制を実現すれば良いのでしょうか。その方法の1つとして、全部門間でリアルタイムな情報共有ができる統合部品表システムの導入があります。以下では、統合部品表システムで実現できることを紹介します。
リアルタイムな情報共有
統合部品表システムを導入すると、データの一元管理、およびリアルタイムな情報共有が可能になります。例えば、設計図面をマスタ化・BOM化でき、図面と部品表の紐付けを行うことで、データをどの部門からでもリアルタイムに確認できるよう蓄積してくれます。
こうすることで、常に最新の設計図面・部品表を全部門で共有できるため、これまで問題だった「情報伝達漏れによる生産性低下」や「他部門への確認工数」を削減でき、業務効率が向上します。

全社での情報一元管理とは?
ナレッジの蓄積
また、システムを導入すると設計図面・部品表の変更履歴など、過去の全案件における情報(=ナレッジ)の蓄積も可能です。
具体的には、過去の案件の製作部品表を複写したり、品目構成やマスタから構成を展開して部品表を登録したりすることができます。
これにより、類似案件が入ってきた場合に「図面をゼロから設計し直す手間」も省くことができます。また、これから新しく入る案件の仕様決定のスムーズ化、設計情報の非属人化、またそれによる品質安定化なども可能です。

製造工程の可視化
最後に、製造工程の可視化も可能です。統合部品表システムで製造部品表の表示を変え、部品構成が工程まで一覧できる「縦」で表現されると、手配まで同時に確認することができます。
【社内加工管理】工程進捗情報
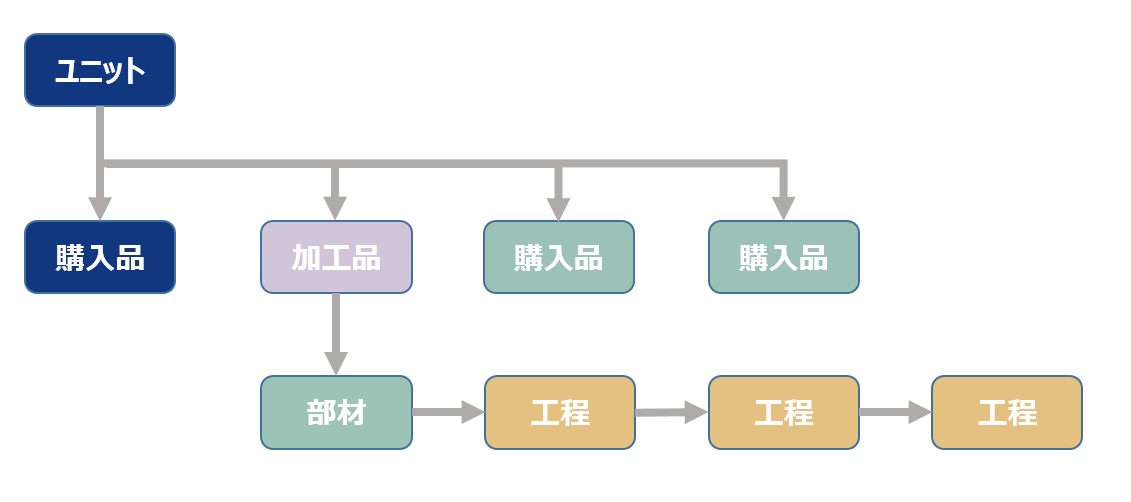
以上のように、製品部品表から製造部品表まで一気通貫での管理ができるようになると、急遽設計変更が発生した場合でも、全部門がリアルタイムに状況を可視化できます。これにより、製造部門は工程の変更を、資材部門は部品手配を迅速に行うことが可能となります。こうした取り組みは、設計変更による納期遅れのリスクを最小限にすることにつながります。
大興電子通信では、部門を超えて部品表をリアルタイムに統合管理できるハイブリッド販売・生産管理システム「rBOM」をご提供しています。リアルタイムな情報共有、ナレッジの共有、製造工程の可視化が可能であり、個別受注生産における問題解決に大きく貢献します。具体的な機能や導入効果については以下で詳しくご紹介していますので、ご関心のある方はぜひご覧ください。